电话:15064426388
邮箱:SFL1980@163.com
地址 : 山东省潍坊市玉清西街葛埠村
网址:www.cz-haoya.com
全国服务热线:15064426388 13280744865

电话:15064426388
邮箱:SFL1980@163.com
地址 : 山东省潍坊市玉清西街葛埠村
网址:www.cz-haoya.com
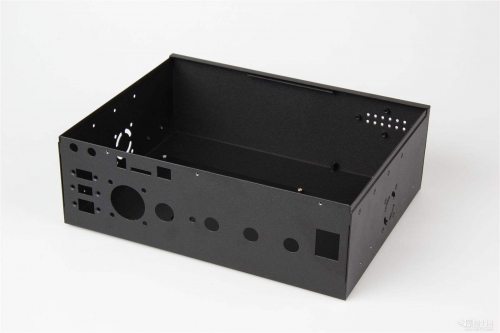
随着激光切割机的应用,钣金加工工艺从而得到了飞速的发展,并给钣金加工带来了革命性的理念。作为传统钣金切割设备,主要以数控设备为主,包括剪床、冲床、火焰切割、等离子切割、高压水切割等等手段,那么激光切割机与其相比有哪些优势呢?下面我们逐一来给大家介绍。
(数控)剪床由于其主要是直线裁剪,虽然能一刀剪长达4米的板材,但它只能用在只需要直线切割的钣金加工上。一般用在板材开平后裁剪等仅仅需要直线切割的行业中。
(数控/转塔)冲床在曲线加工上有了更多的灵活性,一台冲床中可以有一套或多套方、圆或其他特殊要求的冲头,可以一次加工出一些特定的钣金工件,最常见的就是机箱机柜行业,他们要求的加工工艺主要是直线、方孔、圆孔之类的切割,图案相对简单固定。他们主要面对的是2mm以下的碳钢板,幅面一般在2.5m×1.25m。厚度在1.5mm以上的不锈钢由于材质粘度太大比较费模具,一般是不使用冲床的。其优点是对简单图形和薄板加工速度快,缺点是冲厚钢板时能力有限,即使能冲也是工件表面有塌陷,费模具,模具开发周期长,费用高,柔性化程度不够高。国外超过2mm以上的钢板切割加工一般都使用更现代的激光切割,而不使用冲床,一则厚钢板冲剪时表面质量不高,二则冲厚钢板需要更大吨位的冲床,浪费资源,三则冲厚钢板时噪音太大,不利于环保。
火焰切割作为最初的传统的切割方式由于其投资低,过去对加工质量要求不高,要求太高时再加一道机加工的工序可以解决,市场保有量非常大。现在它主要用来切割超过40mm的厚钢板。它的缺点是切割时热变形太大,割缝太宽,浪费材料,再者加工速度太慢,只适合粗加工。
等离子切割和精细等离子切割跟火焰切割类似,热影响区太大,精度却比火焰切割大许多,速度也有数量级的飞跃,成为了中板加工的主力军。国内顶级的数控精细等离子切割机的实际切割精度的上线已经达到了激光切割的下限,在切割22mm碳钢板时达到了2米多每分钟的速度,且切割端面光滑平整,斜度最好的可控制在1.5度之内,缺点是在切割薄钢板时热变形太大,斜度也较大,在精度要求高时无能为力,消耗品较为昂贵。
高压水切割是利用高速水射流中掺杂金刚砂实行对钣金的切割,它对材质几乎没有限制,切割的厚度也几乎可达100mm以上,对陶瓷、玻璃等用热切割时容易爆裂的材质也可以切割,铜、铝等对激光高反射材料水刀是可以切割的,而激光切割却有较大的障碍。水切割的缺点是加工速度太慢,太脏,不环保,消耗品也较高。
激光切割是钣金加工的一次工艺革命,是钣金加工中的“加工中心”。激光切割柔性化程度高,切割速度快,生产效率高,产品生产周期短,为客户赢得了广泛的市场。激光切割无切削力,加工无变形;无刀具磨损,材料适应性好;不管是简单还是复杂零件,都可以用激光一次精密快速成形切割;其切缝窄,切割质量好、自动化程度高,操作简便,劳动强度低,没有污染;可实现切割自动排样、套料,提高了材料利用率,生产成本低,经济效益好。该技术的有效生命期长,目前在国外超构2毫米的板材大都采用激光切割,许多国外的专家一致认为今后30-40年是激光加工技术发展的黄金时期(是钣金加工发展的方向)。

潍坊月博机械有限公司
地址:山东省潍坊市潍城区玉清街西首
电话:15064426388
邮箱:SFL1980@163.com
网址:www.cz-haoya.com
版权所有 © 潍坊月博机械有限公司
备案号:鲁ICP备18051368号-1 大宇网络